RAPIRO開発の動機
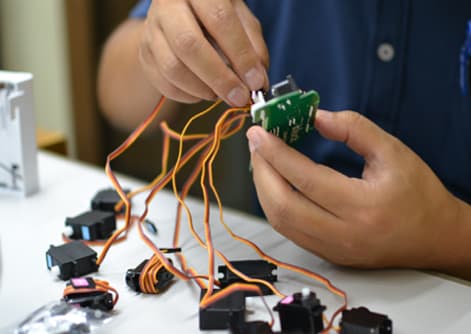
4社が共同で開発スタート
| 企画、開発、設計 | |
| 基盤設計、調達、RAPIROの販売 | |
| 試作品製作 | |
| 金型製作・射出成形、部品集約と梱包 |

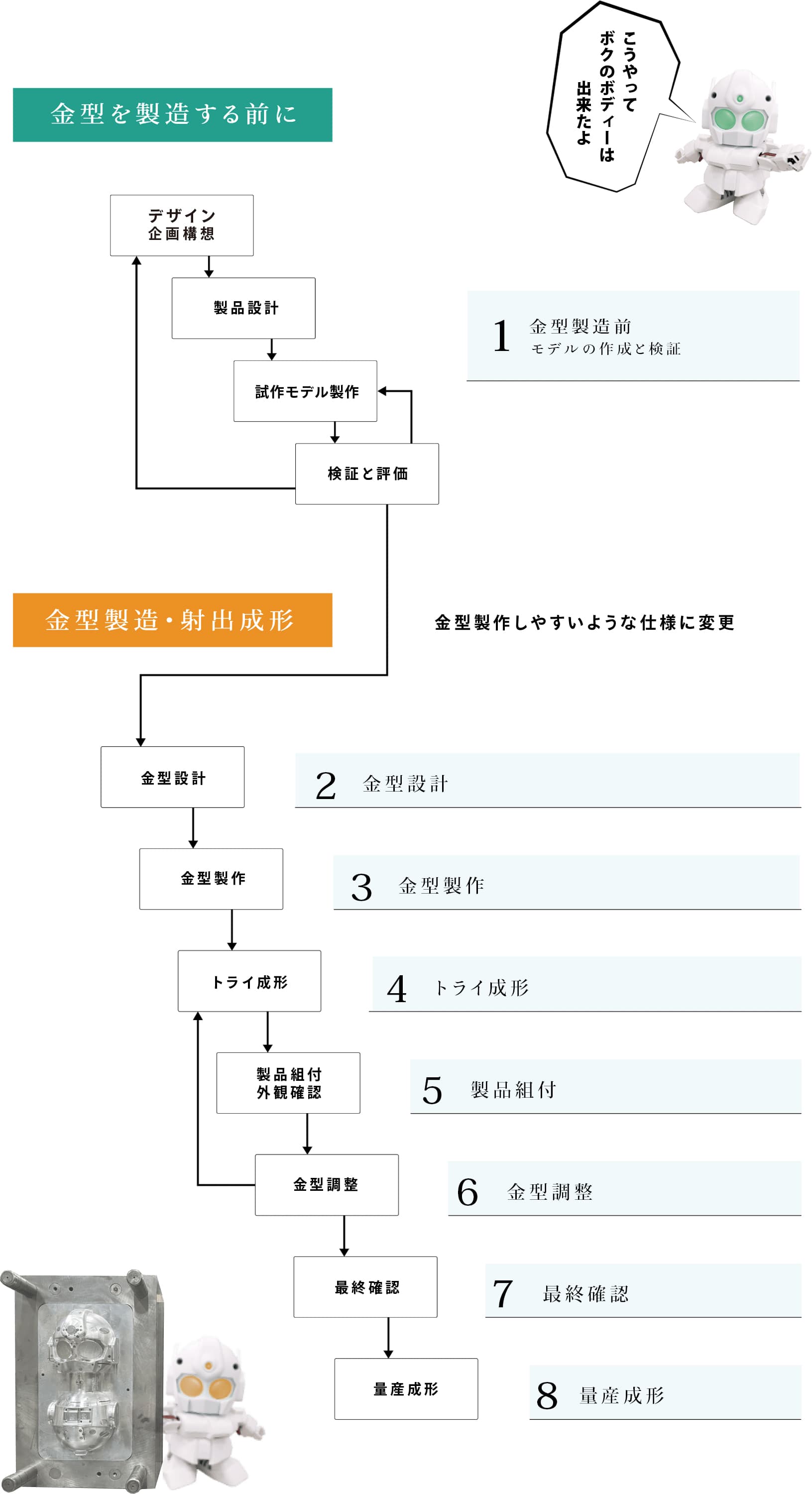
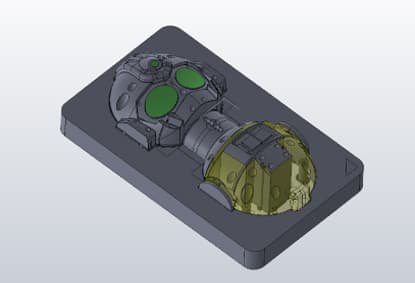
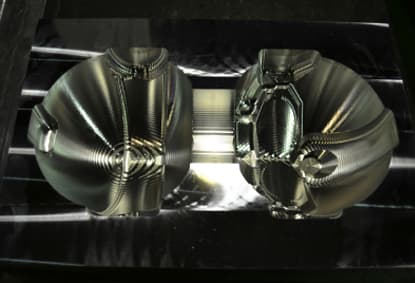
| 1 | 金型製造前 モデルの作成と検証 |

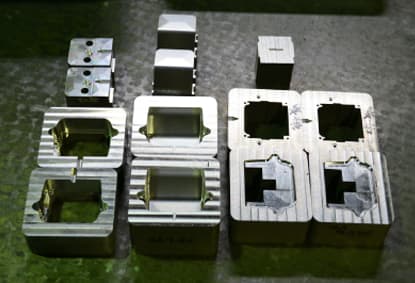
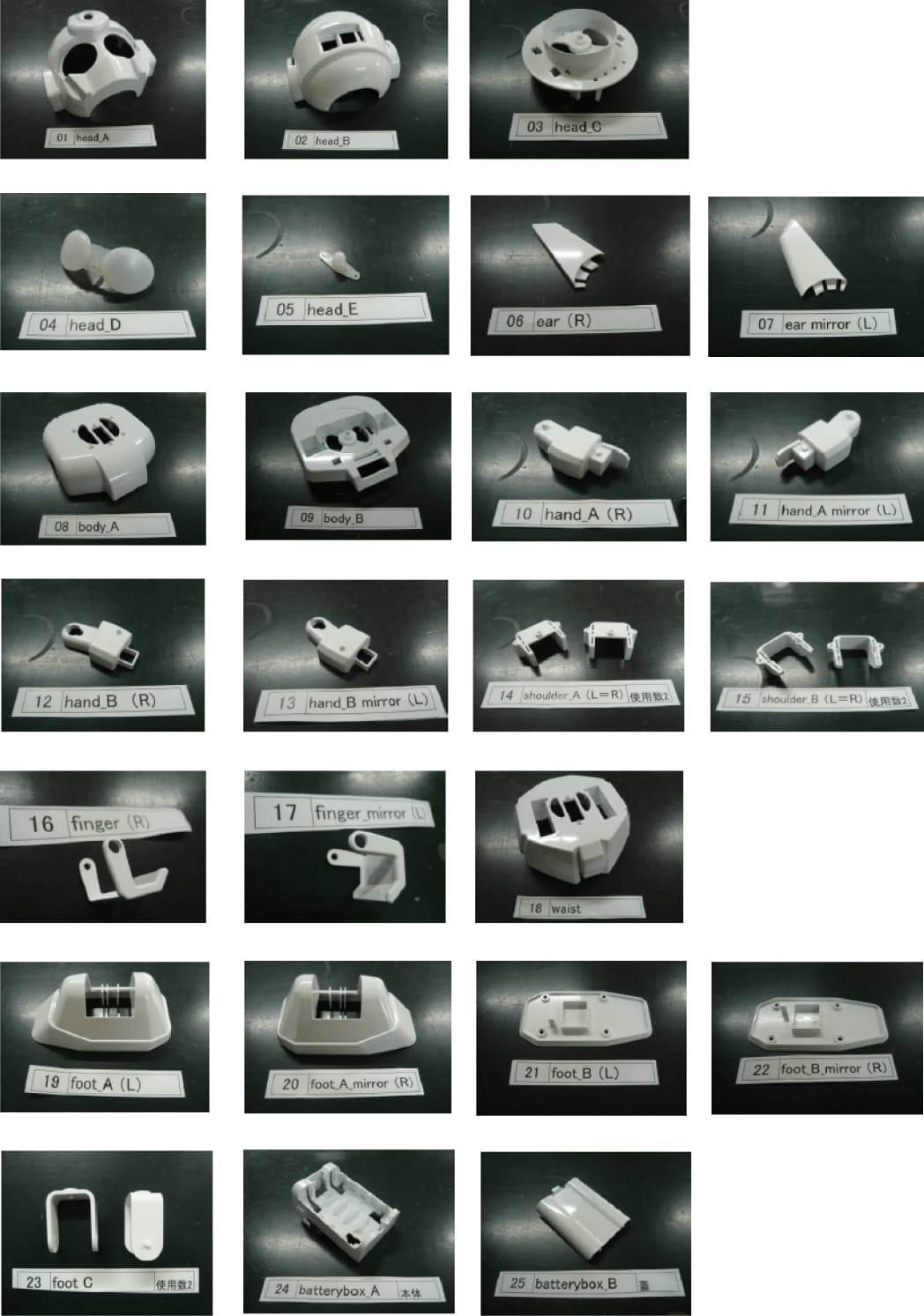
プラスチックパーツだけで
25種類28部品に

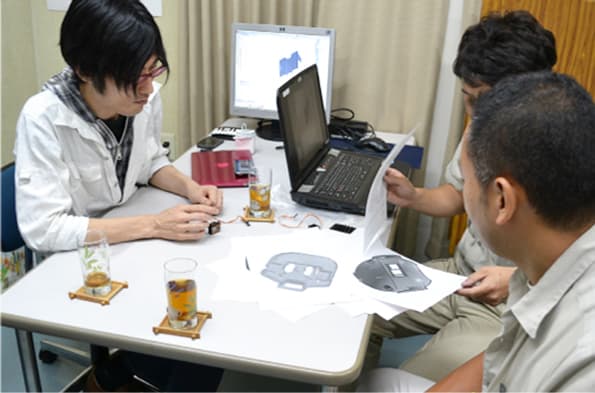
試作モデル製作


検証と評価


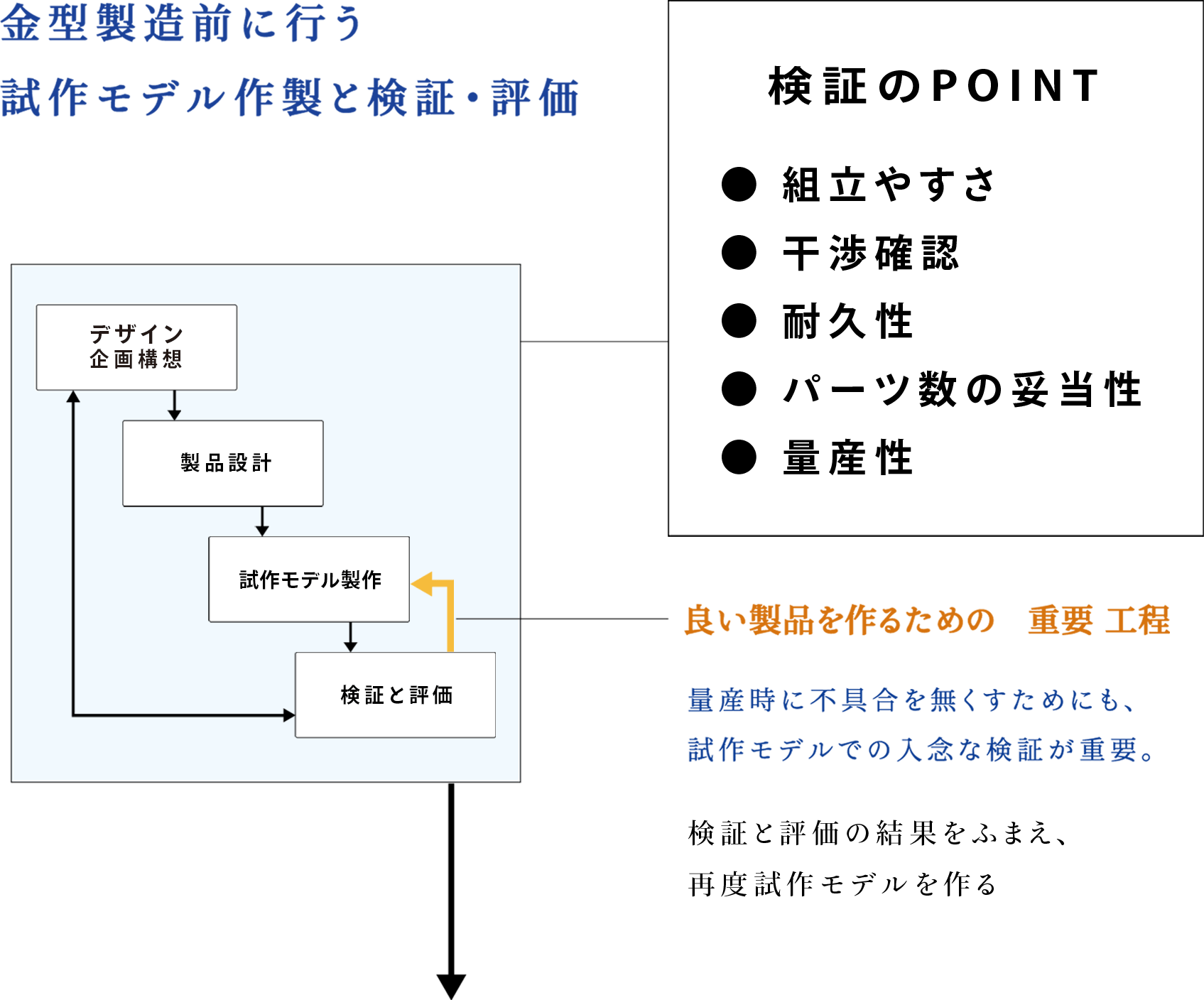
入念な検証・評価を通過して
金型の製作へ
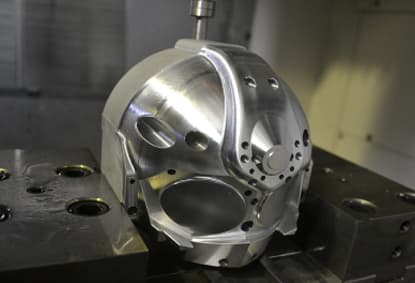
| 2 | 金型設計 |
本体の製品設計・試作モデルや
デザインをもとに・・・

50年のノウハウでミヨシの技術者たちが
不良やトラブルの原因になりにくい最良の金型設計を行います。

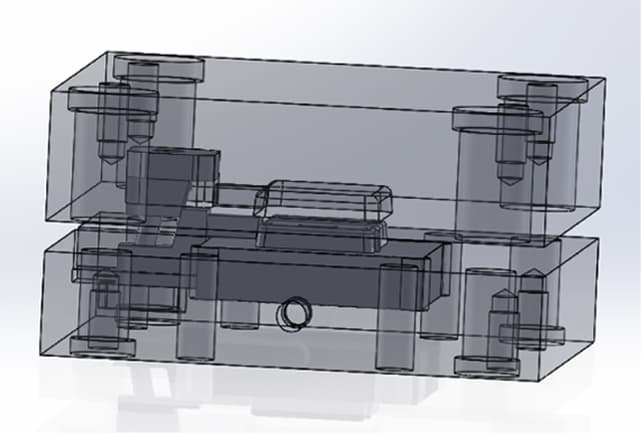
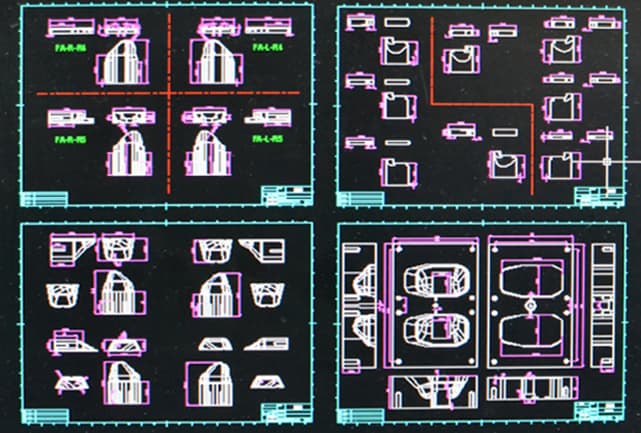
28部品に及ぶ射出成形金型とその設計図を設計していきます。
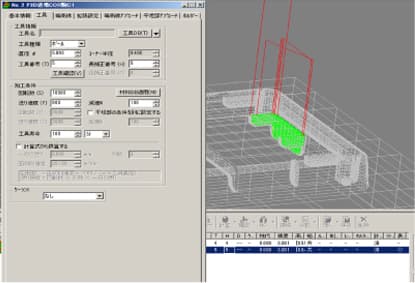
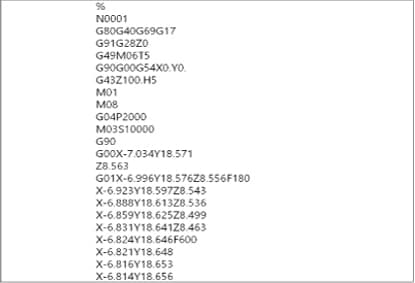
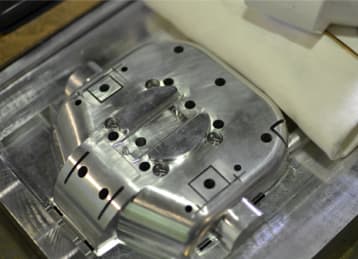
| 3 | 金型製造 |





| マニシングセンタ | オークマ | MB-56VA |
| マニシングセンタ | オークマ | MB-46VA |
| マニシングセンタ | FANUC | ROBODRILL α-T14IE |
| マニシングセンタ | FANUC | ROBODRILL α-D21MIA5 |




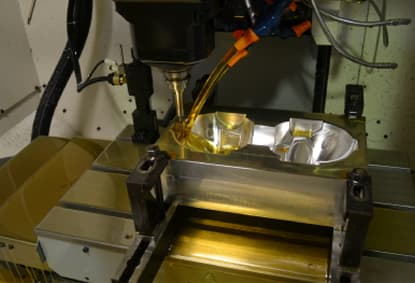
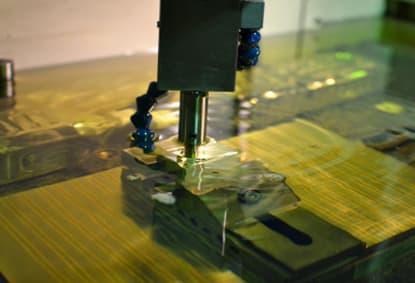
型彫り放電加工は、彫りたい形に加工された電極を工作物に近づけて放電させ、1秒間に1000〜10万回火花を飛ばして工作物を少しずつ溶かし、希望の形に所定の形状に加工します。
切削加工では、刃物が折損してしまうような固い材料や
MCでは出せない直角の角だしなどに多く用います。
電極が工作物に触れることはなく、一連の作業は加工液の中で行います。

汎用フライス盤と呼ばれるもので、手動で動かす加工機です。主軸が垂直にあるのが特徴で、厚物の加工物に適しています。
主軸が上下に、工作物を固定、支えているベッドが前後左右に動くことで3軸方向の加工が可能です。
自動では対応できない微調整が必要な細部を仕上げたり駒の高さを決めたりする際にも使用します。
手動でも、100分の1の高精度で加工が可能になります。


平面研削盤はその文字通り、平面を加工する場合に用いられ、フライス加工の後に行わることが多い研削です。
地面との接地面に平行な面を作ることが可能です。
寸法精度の高い金属平面の研削加工ができ、良好な平坦度で金属加工ができます。
焼入れ後や超合金などの硬い加工物であっても加工を行うことができる加工機です。






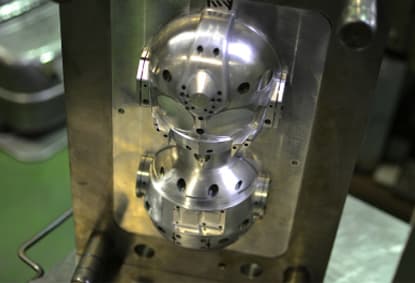
金型は非常に精密で部品同士のクリアランスは0.01mm以下です。
全部品の組み合わせでは、すべての部品が隙間なくかつ正確な位置に配置できるよう手仕上げで調整していきます。
金型を仕上げる前に複雑な形状が入り組んだ金型の摺り合わせという作業が必要なことがあります。
ここでの摺り合わせとは、金型が閉まる時に擦れ合う部分を調正する作業の事をさします。
擦れ合う面積や距離が長い場合、さらに複雑である場合、何度も行われる金型開閉に耐えるためには、摺り合わせ調整が必要です。摺り合わせ調整の善し悪しが金型に寿命にも影響します。





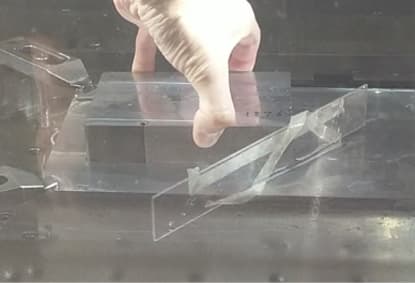
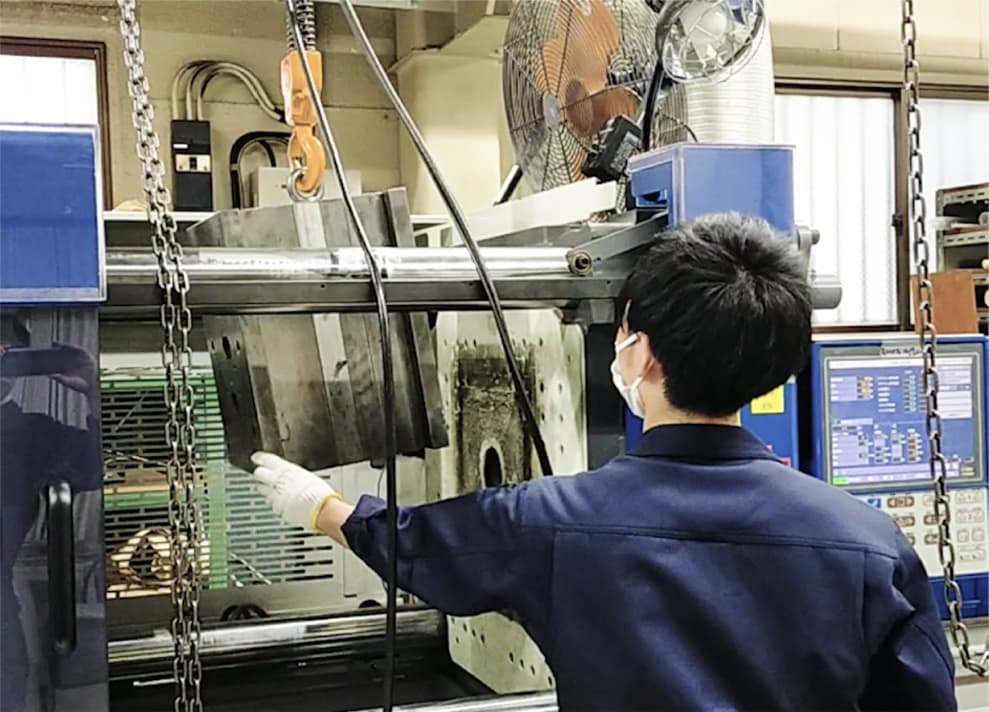
| 4 | トライ成形 |

各種成形機が設備されています。








強度に優れ、割れにくく、寸法精度が出やすいという特徴があります
等の品質不良要因が発生していないか
成形条件の調整で回避できない場合は金型を修正します。



| 5 | 製品組付 |


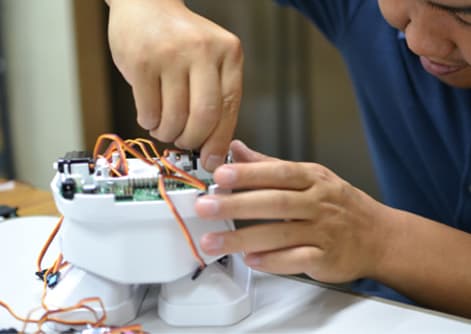

何度も試作モデルで組立検証し、干渉部分などは解消し設計を進めたにもかかわらず、金型製作後に設計変更をしなければならない箇所が発生。



金型製作前の事前打ち合わせを綿密に行っても、部品点数と駆動部分が多いため、細部の修正が必要であることがわかりました。
1回でうまく製品化は叶わず、再度金型を調整することに。
| 6 | 金型調整 |





金型調整後は
再び トライを行い
調整個所に問題がないか
確認します。
問題が解決するまで
この作業を繰り返し行います。
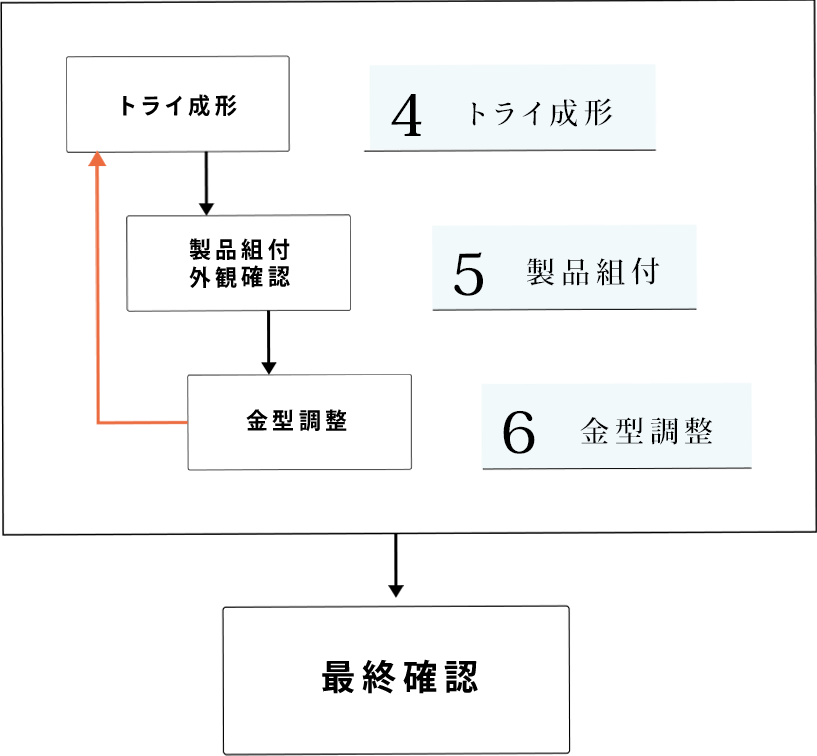
だから、リカバリーや金型修正がスピーディーに対応できます。
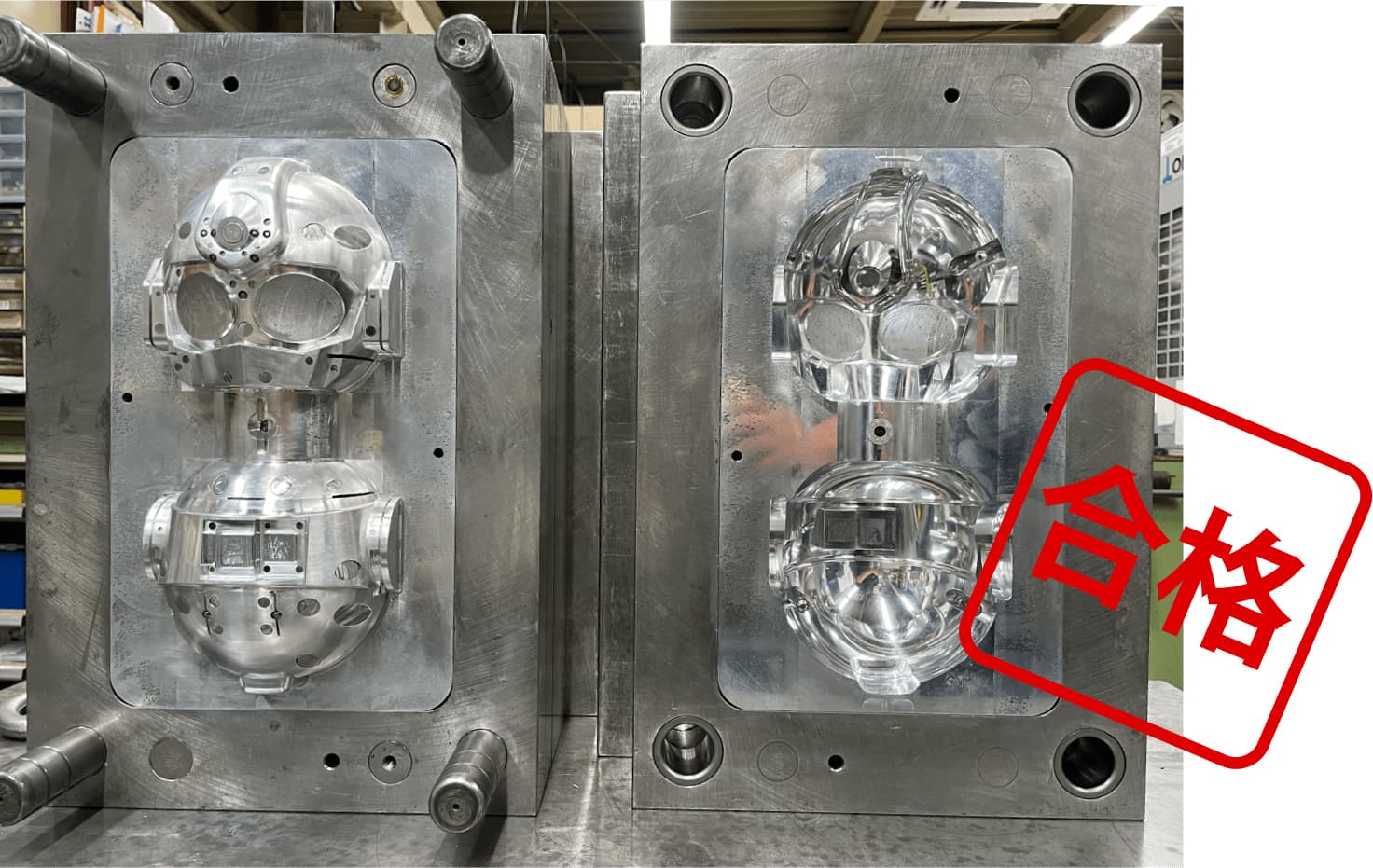
| 7 | 最終確認 |
「安全に」「良い品質の製品を」「能率よく生産する」ための作業を進める手順と、ポイントなどを一様に定めて、最も適切な作業方法と手順を決めて、安全かつ効率的な作業ができるようにするために作業標準と手順を作成します。
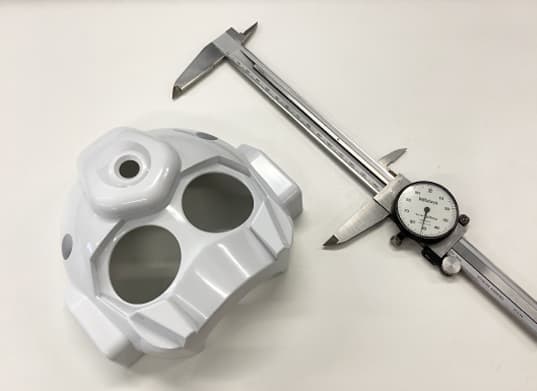
完成した製品は求められている品質基準がみたされているか、画像測定器や測定具類を使用して測定し、外観や所定の形状にできているかは目視で検品し出荷します。

RAPIRO量産金型の完成
| 8 | 量産 |








出荷

RAPIROの発売

株式会社ミヨシ 一同
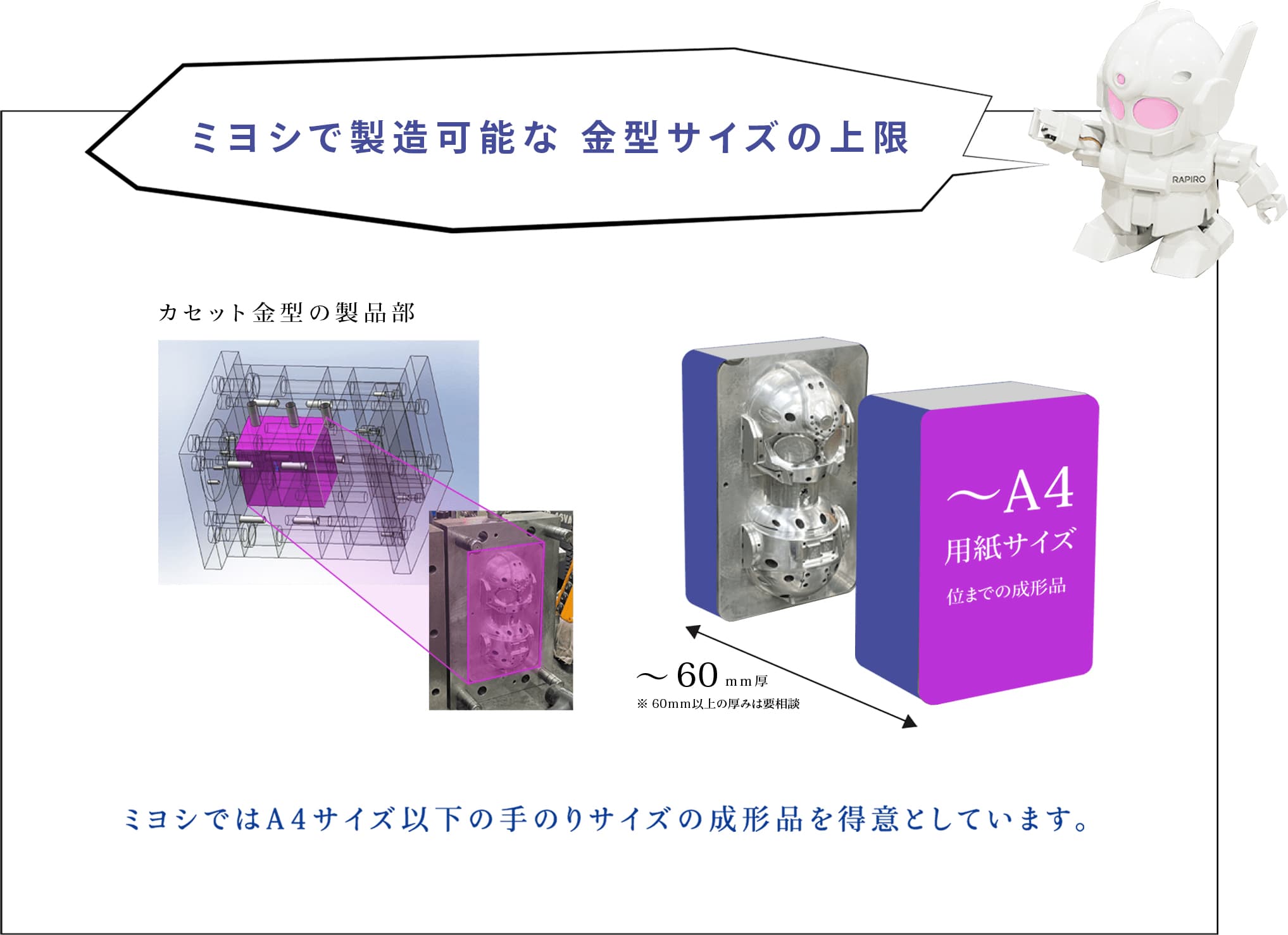
株式会社ミヨシでは、
金型の製造から射出成形まで、
一つの建屋内で一貫製造
だから、リカバリーや金型修正にもスピーディーに対応でき、立ち合いトライもできるので安心。
完成まで親身に
一貫サポートいたします。